Abstract-- The influence of the processing conditions and composition on the
properties of biocomposites made of a bioplastic matrix from soybean protein,
crosslinked with glutaraldehyde, reinforced with lignocellulosic material from
wood sawdust (Wood Bio-Plastic Composite, WBPC) was investigated. The WBPCs
were obtained by thermo-pressing applying a pressure of 70 bar at 100 and 120
°C for 30 or 60 minutes. Several test pieces were prepared varying the
crosslinker/protein and protein/sawdust ratios. The samples obtained were
characterized by scanning electron microscopy (SEM), flexural and hardness
tests, and water absorption and swelling, according to international ASTM
standards. The crosslinking of the protein improves the mechanical properties
of the biocomposites, especially when contents of bioplastic matrix and
crosslinker are low. It was also verified that the WBPCs prepared in this work
recover their original shape and dimensions after immersion in water and
subsequent drying. The results were explained considering crosslinker-protein
and protein-sawdust interactions.
Keywords-- Bio-composites, bioplastic, soy protein, sawdust, thermo-pressing.
I.
INTRODUCTION
Currently,
a wide variety of composite materials made of different types of polymeric
matrices reinforced with glass fiber, carbon fiber or other synthetic or
natural materials can be found. In this sense, wood is used in combination with
thermosetting polymers to obtain composites such as plywood, particle board,
oriented chipboard (OSB), wood cardboard (Hard-board) and medium-density
fiberboard (MDF) (Stark et al.,
2010). The most common uses of these composites are in sheathings, partition
panels and furniture. For the manufacture of some of these composites, phenol-formaldehyde
or urea-formaldehyde resins are used as adhesives agents of wood fibers, and to
increase moisture resistance. In this regard, it is important to keep in mind
that nowadays the use of formaldehyde is ruled by strict policies, since is
considered a compound of high toxicity with carcinogenic properties (American
Cancer Society, 2014).
Wood is also used in the form of sawdust (SD)
or fines as reinforcing fiber of thermoplastic polymers, such as PE, PP, PET
and PVC, in order to obtain WPCs (Wood Plastic Composites). In these cases, it
is necessary to use additives to improve the adhesion between the hydrophilic
wood fibers and the polymeric hydrophobic matrix (Schwarzkopf and Burnard,
2016; Rahman et al., 2013). WPCs are
a homogeneous and intimate mixture of synthetic and biomass derived materials,
where the encapsulation of the wood by the non-biodegradable polyolefin matrix
leads to these composites to be non-recyclable (Chan et al., 2017).
All the matrices mentioned above are petroleum
derived compounds, which implies not only the use of a non-renewable resource,
but also contribute to the deepening of the environmental pollution. Besides,
in general, the obtained composites cannot be reprocessed or recycled. Therefore,
it becomes necessary to find alternative raw materials to produce WPC-like
parts (Mitra, 2014; Netravali and Chabba; 2003). Nowadays, there is a great
interest in developing green composites using sustainable, biodegradable,
environment friendly and renewable fibers and resins, particularly derived from
biomass. A wide variety of biodegradable matrices, such as starch, cellulose
and proteins, mixed with natural fibers, such as flax, ramie, kenaf, jute,
sisal and wood fines, have been used to fabricate green composites or biocomposites
(Netravali and Chabba, 2003; Mitra, 2014). An attractive alternative are the
eco-composites where both the matrix and
the reinforcement are obtained from renewable resources that are completely
biodegradable, thus achieving environmental and ecological advantages over
conventional composites (Mitra, 2014; Bogoeva-Gaceva et al., 2007). In this regard, wood fiber based ecocomposites or biocomposites,
also known as WBPCs (Wood Bio-Plastic Composites), are of particular interest.
According to Song et al. (2011), soy protein isolate (SPI), a byproduct of soybean
oil extraction, has a good biodegradability, biocompatibility and
processability, making it a good candidate to replace synthetic polymers.
However, its mechanical properties and water resistance are not good enough for
most of its possible applications. One way in which these properties can be
improved is by crosslinking. The most commonly used crosslinkers are
dialdehydes (Bai and Liu, 2017; Wong and Jameson, 2012). In particular,
glutaraldehyde (GTA) finds several applications as an SPI crosslinker to form
better adhesives (Wang et al., 2006).
The production of WBPCs from SD and SPI, coming from wood and bio-oil local
industries, is investigated in this work. The aim of this work is to analyze
and explain the influence of the process conditions and composite composition
on the physical and mechanical properties of WBPC obtained from the mixture of
a bioplastic (SPI), cellulosic fibers (SD) and a crosslinking agent (GTA),
using thermo-pressing molding.
II.
METHODS
A. Materials and Biocomposites preparation
Soy flour
(SF) with 45% protein, 12.5% moisture and 1.2% ethereal extract was provided by
“La Agrícola Regional” (Entre Ríos,
Argentina). As reinforcement fiber, sawdust (SD) coming from the eucalyptus
sawmill industry was used. A 50% GTA aqueous solution (GTA, Serquim) was used
as crosslinker source.
The protein was extracted from the SF using
NaOH (p.a., Cicarelli) and HCl (p.a., Cicarelli) aqueous solutions, following
the procedure proposed by L'hocine et al.
(2006). Initially, 100 g of SF were dispersed in hot water at a ratio 1:15. The
extraction of the SF protein was carried out at 60 °C, keeping the pH at 9.0
with 2N NaOH aqueous solution, while stirring for 45 min. Then, the slurry was
allowed to stand at room temperature for 15 min and then the liquid containing
the protein extracted from the solid residue was filtered off. Subsequently, 2N
HCl(aq) was added to the filtrate until reaching the isoelectric
point of the proteins (pH @ 4.5), in order to achieve their
precipitation. The suspension obtained was kept under stirring for other 45 min
at room temperature. Afterwards, it was cooled down and maintained at 4 °C
during 4h, and then brought to -15°C for other 16 h. Finally, the suspension
was unfreeze to recover the precipitated proteins by removing the supernatant.
In this way, an isolated soy protein suspension with a concentration of 8% w/w
was obtained.
WBPCs were prepared using a heated hydraulic
press, maintaining a pressure of 70 bar, at 100 °C or 120 °C, during 30 or 60
minutes. The final temperature was always reached with a heating rate of 2.5
°C/min. The specimens were prepared with matrix/fiber ratios (SPI/SD) of 20/80,
35/65, 50/50 and 65/35, and varying the ratio of crosslinking agent to soy
protein isolate (GTA/SPI) in the 0-1 g/g range.
B. Characterization methods
Flexural
experiments were performed using the three-point test, according to the
procedure described by ASTM D1037 (1999). Before the test, the specimens were
conditioned at 23 °C and 50% relative humidity (RH). The flexural strength or
modulus of rupture (MOR) and the modulus of elasticity (MOE) were determined by
quadruplicate for specimens of rectangular sections, 50 mm width and 3-5 mm
thickness, and a span 24 times the thickness of the specimen, using a universal
Instron 1137 machine, at a speed of 5 mm/min, and a compression cell of 2000
kgf capacity.
A modified Janka method was applied to
determine the hardness (H) of the 50 mm x 50 mm specimens, according to
Standard ASTM D1037 (1999), using a universal INSTRON 1137 testing machine. The
load was applied at a rate of 5 mm/min, using a spherical indenter with a
diameter of 11.29 mm. The hardness value was expressed as the load applied to
get the imprint to penetrate a depth equal to half its diameter.
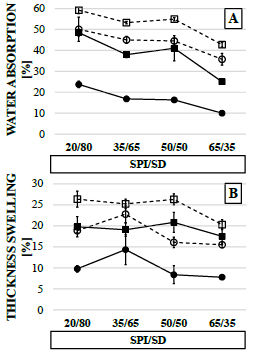
The water absorption and swelling of the WBPCs
were determined by quadruplicate using the procedure established in ASTM D1037
(1999). The specimens of 50 mm x 50 mm were conditioned at 23 °C and 50% RH,
and then were weighted for determining the initial mass (m1). Next, the specimens were immersed in distilled
water at 20 ± 1 °C during 2 h. Then, they were removed and the water excess
eliminated. Finally, their mass was determined (m2). This procedure was repeated to determine the final
weight after 24 h (m3).
Water absorption (Wa) was
calculated with Eq. 1, where i = 2 corresponds to the determination at 2 h and
i = 3 at 24 h.
![]() (1)
(1)
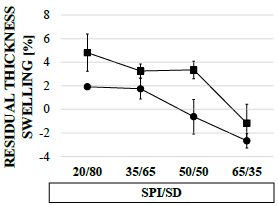
In each of the water absorption measurements,
the thickness of the specimens was also measured: before immersion (t1), after 2 h immersion (t2) and after 24 h immersion
(t3). To determine the
residual swelling in the specimens after the absorption tests, they were reconditioned
by drying in an oven at 105 °C for 24 h and cooling to room temperature in a desiccator.
Then, the final thickness (t4)
was measured. The respective thickness swellings (TSw) were calculated with Eq. 2, where i= 2 corresponds to the measurement at 2 h, i= 3 at 24 h, i= 4 to the
residual swelling.
![]() (2)
(2)
The average values estimated in the physical
and mechanical characterization of the specimens were compared by applying
ANOVA analysis, in order to determine whether they are significant different or
not.
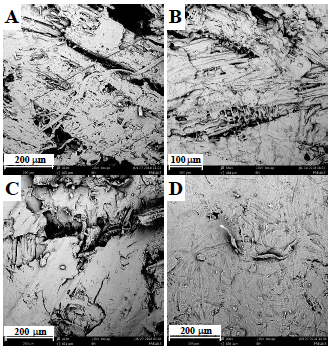
The compatibility and cohesion studies between
the matrix and the fibers were carried out by scanning electron microscopy
(SEM), in a PhenomWorld ProX model equipment operated at voltages between 5 and
15 kV. Since WBPCs samples are non-conductive, they were submitted to drying
and subsequent surface coating with gold by sputtering, prior to microscopic
observations.
III.
RESULTS
A. Mechanical properties
The
results obtained in the mechanical tests with WBPCs obtained at 100 °C and 120
°C, with different SPI/SD and GTA/SPI ratios, are shown in Fig. 1. It can be
noticed that for samples without crosslinker, i.e. GTA/SPI = 0, at the same
SPI/SD, the hardness (H) was lower when the thermo-pressing temperature was
120ºC. On the contrary, the modulus of rupture (MOR), for the same SPI/SD
ratio, increases with temperature. One possibility to explain these results is
that the temperature-induced denaturation of proteins is greater at 120 °C than
100 °C. In other words, the structure of proteins unfolds more at 120 °C than
at 100 ºC, favoring the interaction and cross-linking between the denatured
protein chains, specially, in the case of branched proteins containing
secondary –NH2, –C=O and –OH groups, which are rather active and,
so, can react each other. These reactions are promoted by temperature to form
crosslinked amino-carbonyl bonds (Wool and Sun, 2005). It is likely that
similar interactions take place between the amino groups of proteins and
carbonyl groups of cellulose molecules. This type of crosslinking results in a
WBPC with greater MOR as the thermo-pressing temperature is raised. The
hardness and stiffness become lower, probably due to the formation of an open
network structure by the crosslinking between branched protein chains. For a
given temperature, always for GTA/SPI = 0, the general trend is that the
hardness and MOR decrease when the SPI/SD ratio increases from 20/80 to 35/65.
This means that reducing the SD content in the biocomposite outcomes in less
interaction between fibers and the proteins, resulting in a softer and less
resistant WBPC.
It can be observed in Fig. 1 that
WBPCs mechanical properties can be improved when the crosslinking agent was
added (GTA/SPI = 0.375). For a given SPI/SD ratio and temperature, both the
hardness and the MOR of the specimens prepared with GTA/SPI = 0.375 are similar
or greater to those without crosslinking agent (GTA/SPI = 0). Thus,
cross-linking of protein chains with GTA is essential to improve the mechanical
properties of WBPCs. Furthermore, the cure rate will increase with temperature,
and therefore the degree of crosslinking with GTA will be greater at 120 °C
than 100 °C. This effect leads to an increase in hardness for SPI/SD = 20/80
and an increase in the MOR for SPI/SD = 35/65, when temperature was raised,
indicating that the way in which protein chain crosslinking occurs depends on
the SPI/SD ratio. In summary, the use of GTA and thermo-pressing at 120ºC
allows to obtain WBPCs with greater hardness and rigidity, preserving the MOR
obtained without GTA (Fig. 1). In agreement with our results, Wool and Sun
(2005) established that it takes 10 min at 120 °C to reach the maximum curing
resistance for soybean proteins, while at 150 °C only 3 min are needed.
However, in our case, we observed excessive thermal degradation of the WBPCs
when the temperature was kept at 130 °C for 20 minutes. Besides, no significant
changes were observed in the mechanical properties of the WBPCs when 70 bar
pressure was applied at 120 °C during 60 minutes. Therefore, we decided to use
a maximum temperature of 120 °C for 30 minutes at 70 bar. It also stands out
that specimens with a better surface finish are obtained when curing the
specimens under these conditions.
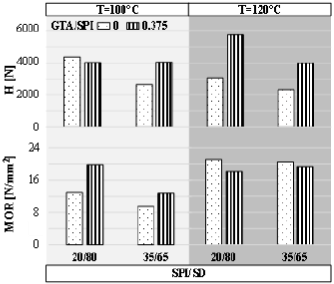
Figure 1:
Mechanical properties of WBPCs, prepared at 70 bar and different molding
temperatures. Compressing time: 30 min. SPI: soy protein
isolate, SD: sawdust, GTA: glutaraldehyde (cross-linking agent).
Physical and mechanical properties
of WBPCs obtained by pressing at 120 °C for 30 min, with different SPI/SD and
GTA/SPI ratios, are summarized in Table 1. The average WBPC density, in all
cases, was between 890 and 990 kg/m3. These values are within the
range of technical requirements specified for similar commercial products. Using
ANOVA analysis, for a given SPI/SD ratio, it was determined that H is
significant greater for WBPCs with GTA/SPI = 0.375 than for specimens with
GTA/SPI= 0, while the corresponding densities are comparable. In contrast, for
a given GTA/SPI, H, MOE and MOR tend to decrease as the SPI/SD ratio was
raised, without significant differences in density average values. Finally, it
was determined that the
set with maximum values of H, MOE and MOR was obtained with GTA/SPI= 0.375 for
SPI/SD between 20/80 and 35/65.
In the absence of crosslinker
(GTA/SPI=0), and considering that density average values are not significant
different for SPI/SD between 20/80 and 65/35, the mechanical properties of
WBPCs has been mainly attributed to adhesive strength reached from a
combination of mechanical interlocking, penetration and interaction of the
proteins with the cellulosic substrate. It has been suggested that small
protein molecules can penetrate wood surface cells, staying at their lumen,
generating a mechanical anchor between matrix and fiber components (Wool and
Sun, 2005). Besides, it must be taking into account that the degree of
crosslinking between protein chains, and also between proteins and cellulose
molecules, can help to improve this adhesive strength. In the presence of GTA,
new covalent bonds are formed, increasing the crosslinking of protein chains
and, as a consequence, there is an increase in stiffness (MOE) and hardness (H)
of the material (Table 1). In general, the MOR for WBPCs containing GTA is
slightly lower than for specimens without GTA. It is likely that protein
cross-linking with GTA reduces the number of the shortest protein chains that
can get into the lumen of the wood surface cells, reducing thus the effect of
the adhesion mechanism and so its resistance to rupture by bending stress.