Abstract-- The cement industry worldwide is facing growing challenges in
conserving material and energy resources. According to the International Energy
Agency, the main levers for cement producers are the increase in energy
efficiency and the use of alternative materials. This work shows the application
of industrial wastes in cement industry as fuel and mineralizer that are found
out in many studies of literature. The works showed that the waste fuels are
viable but it is necessary to take to account that the burning behavior of most
waste fuels differs significantly from the behavior of fossil fuels due to
higher particle sizes, material densities and transport characteristics. On the
other hand the mineralizer decreases of burning temperature of
Keywords-- industry waste,
clinker, mineralizer
I. INTRODUCTION
The cement production has undergone
development from 2000 year. The annual global cement production has reached 2.8
billion tons and is expected to increase to some 4 billion tons per year (Schneider
et al., 2011). The typical electrical
energy consumption of a modern cement plant is about 110–120kWh per ton of cement
(Rahman et al., 2013)
Cement is one of the most
important building materials worldwide, it is used mainly for the production of
concrete, then the cement consumption and production is closely related to construction
activity and, therefore to economic activity.
Cement sub-sector represent
an energy intensive industry, approximately 12 – 15% of total industrial energy
use. The typical primary energy consumption for cement production is 75% fuel
and 25% electrical energy (Madlool et al.,
2011). In the manufacturing process thermal energy is used mainly during the
burning process, while maximum share of electrical energy is used for cement
grinding (Rahman et al., 2013).
Forward this high fuel
consumption the cement companies are introducing the industrial waste
co-processing from a perspective that combines environmental policies with the
interests of companies. The industrial wastes can provide part of the energy
required to make cement.
The production of energy from
alternative sources and its impact on climate change are among the main
strategic in the sustainable development. Various types of wastes are used
towards the production of energy and the reduction in the use of fossil fuels
(Samolada and Zabaniotou, 2014)
The use of wastes in the
cement industry has another advantage, which is the property of mineralizer
some wastes. This incorporation in small proportions improves the clinkering
conditions as well as decreasing the maximum clinkering temperature, or
improves the phase formation in the clinker without altering the final
properties of the product (Giménez-Molina et
al., 1995).
In this context the present different
work present a literature review of cement production applying industrial
wastes as fuels and mineralizers.
First a review of cement
production was developed, after it was searched the main wastes fuel used by industries
and their quantities applied and their effects in clinker produced.
Finally the work concentrated to show the advantages of using the mineralizers, as example, they are responsible by decreasing the thermal energy consumption.
II. PORTLAND CEMENT PRODUCTION
Portland cement is made by heating a
mixture of limestone and clay, or other materials of similar bulk composition
and sufficient reactivity (
The raw materials must be
crushed and proportioned so that the appropriate chemical composition of the
raw material feed is reached (Lamas et
al., 2013). The chemical composition and the size distribution are crucial
to both the quality of the product and the operation of the process (Kosmatka et al., 2002).
After crushing the raw
material is sent to pyro processing stage (to a temperature of about 1450ºC).
Partial fusion occurs, and nodules of clinker are produced (
There is a combination of
endothermic and exothermic reactions occurring in an extremely complicated
chemical reaction sequence. In essence the following material transformation
occurs in pyro processing stage (Table 1).
From Table 1 is described the
raw material transformation, one important phase of the production of the
clinker is the calcination process. In this chemical reaction calcium carbonate
decomposes in calcium oxide and carbon dioxide as (Worrell et al., 2001):
![]()
![]() (1)
(1)
The main compound of cement clinker is the Calcium
oxide (CaO), this compound (inside the kiln) reacts with other oxides such as:
silica, alumina, iron oxide for the formation of 3CaO.SiO2 (C3S),
2CaO.SiO2
Table 1 – Material
transformation in pyro processing stage (Bhatty et al., 2004).
|
Process |
Temperature |
|
1. Evaporating free water, at temperature up to |
100ºC |
|
2. Removal of
adsorbed water in clay materials |
100 – 300ºC |
|
3. Removal of chemically bound water |
450 – 900ºC |
|
4. Calcination of carbonate materials |
700– 850ºC |
|
5. Formation of C2S, aluminates and ferrites |
800 – 1250ºC |
|
6. Formation
of liquid phase melt |
>1250ºC |
|
7. Formation
of C3S |
1330 – 1450ºC |
|
8. Cooling of
clinker to solidify liquid phase |
1300 – 1240ºC |
|
9. Final
clinker microstructure frozen in clinker |
< 1200ºC |
|
10. Clinker
cooled in cooler |
1250– 100ºC |
(C2S), 3CaO.Al2O3 (C3A)
and 4CaO.Al2O3.Fe2O3 (C4AF).
The main chemical reactions
are presented below (Çamdali et al.,
2004):
![]()
![]() (2)
(2)
![]()
![]() (3)
(3)
![]() (4)
(4)
![]()
![]() (5)
(5)
The C3S and C3A are responsible
for the strength of the cement. The high percentages of C3S result
in high early strength but also high heat generation as the concrete sets. C3A
causes undesirable heat and rapid reaction properties, which can be prevented
by adding gypsum, CaSO4.2H2O to the final product (Paula,
2009).
The kiln charge must spend sufficient time at high
enough temperature to reach near complete reaction to form clinker minerals.
The material bed must tumble adequately to ensure uniform heating through the
mass. A summary of a typical kiln heat balance during clinkering reactions is
presented in Table 2.
Table
2 – Summarized data on a typical kiln heat balance for dry process (Bhatty et al., 2004)
|
Endothermic
reactions |
kJ/kg |
|
Dehydration of clays |
170 |
|
Calcination |
1990 |
|
Heat of melting |
105 |
|
Heating raw mats (1450ºC) |
2050 |
|
Sub total |
4315 |
|
Exothermic reactions |
|
|
Crystallization dehydrated clay |
40 |
|
Heat of formation, clinker minerals |
420 |
|
Crystallization of melt |
105 |
|
Cooling of clinker |
1400 |
|
Cooling of CO2 |
500 |
|
Cooling of water |
85 |
|
Sub total |
2550 |
|
Net heat for clinker
formation |
1765 |
|
Heat losses related to
inefficiencies during the kiln operation |
|
|
Evaporation of water |
20 |
|
Heat losses, gas, clinker, dust |
840 |
|
Radiation, convection loss |
650 |
|
Total heat consumption |
3275 |
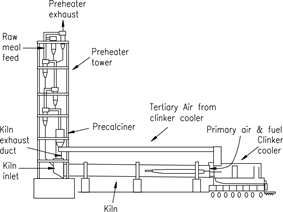
Figure 1 - Precalciner kiln of cement industry
The final step in Portland cement manufacturing is
grinding the blend of clinker and gypsum. Up to 5% (by weight) of gypsum is added to the clinker after it is
cooled. The amount of gypsum is adjusted to regulate cement properties such as
setting time (Kosmatka et al., 2002).
Depending on how the raw material is handled before being fed to the kiln, basically three different types of process can be distinguished: the dry, semi-dry/semi-wet and wet process. In dry process the feed material enters the kiln in a dry, powdered form. The dry feed is preheated in a tower of heat exchange cyclones in which the dry feed is preheated by hot exit gases from rotary kiln prior to entering the kiln.
The calcination process can almost be completed before the raw material enters the kiln if part of the fuel is added in a special combustion chamber (precalciner kiln) as it showed in Fig. 1 (CEMBUREAU, 1997).
In the wet process the feed material goes to wet grinding and the resulting slurry, which contains typically 30 – 40% water. In the semi-dry or semi-wet process 10 – 20% water is either added to the ground dry feed material resulting in a feed material containing about 15 -20% moisture (CEMBUREAU, 1997). Over past few decades the worldwide cement industry has invested in moving from wet process to the more energy-efficient dry process
III. WASTE FUEL IN CEMENT INDUSTRY
Nowadays the high degree of the industrial activity as well as the increasing standards of living has been accompanied by a growing waste generation which represents a serious environmental problem. The possibility to use some industrial wastes in the cement production as source of raw materials or alternative fuel have been viable to cement industries production cost.
Cement kilns and calciner have technical conditions very favorable for use of alternative fuels, as example, the temperatures in the kilns of approximately 1500ºC are higher than the threshold ignition temperature, as established by environmental regulations, long retention time of products under high temperature combustion, the high alkalinity atmosphere readily absorbs most acidic gases released by the oxidation of sulphur and chlorides (Greco et al., 2013).
Table 3 – Application of waste fuel in
cement industry (Rahman et al., 2013).
|
Company |
% of Thermal energy from
waste fuel |
|
Holcim Group |
12.2 |
|
Cemex Group |
24.7 |
|
Heidelberg Group |
21.2 |
|
Italcementi Group |
5.8 |
|
Lafarge Group |
13 |
The waste fuel utilization in cement kiln is still processing, the advantage of cement kiln is the high temperatures reached inside (about 1450ºC) combined with the highly oxidizing environment and the large residence time of material exposed to these conditions, represent an alternative recognized form of thermal destruction of industrial wastes (Mehta, 1979).
While in some kilns up to 100% replaced rates have been achieved, in others process places, local waste markets and permitting conditions do not allow for higher rates of waste fuel. Table 3 summarized the percentage of waste fuel applied in fuel mix by some cement industries in year 2011.
The waste fuel utilization requires the adaptation of the combustion process. Modern multi-channel burners designed for the use of alternative fuels and thermograph systems allow control of the flame shape to optimize the burning behavior of the fuels and the burning conditions for the clinker (Wirthwein and Emberger, 2010).
The wastes to be employed as fuels must meet a number of parameters which are required by the process itself. The alternative fuels should show the acceptable level of the following performance properties (Wzorek, 2012):
· Performance as
fuels, including their calorific
values which make the decisive parameters for the amounts of the conventional
fuel to be substituted.
· Chemical
composition, since the ash produced in
the combustion process will be absorbed by the clinker product.
· Physical
properties, which define stability of
such fuels in the transport, storage and kiln feeding operations.
In a conventional preheater kiln (without
precalciner), it is only possible to burn fuels in the kiln inlet with
substitution rates of up to 25 to 30% (70 to 75% has to be fired in the main
firing). On the other hand, in precalciner kilns usually up to 65% of the total
fuel energy input is burned into the calciner. As consequence, in precalciner
kilns, fluctuations in fuel quality have less impact on the kiln performance
and clinker quality (Schneider
et al., 2011).
In relation to clinker quality, the burning behavior
of most waste fuels differs significantly from the behavior of fossil fuels due
to higher particle sizes, material densities and transport characteristics.
Consequently it can change the temperature profile of the kiln including the
clinkerization temperature, the length of the sintering zone and the cooling
conditions. As result these changes can affect the quality of the clinker, as
example, burning grade of the clinker, the porosity of the granules, the
crystal size of the clinker phases or their reactivity (Schneider et
al., 2011).
Other problem from the use of different fuels in the clinker burning is the formation of rings in the kiln caused by salts – such as KCl, K2SO4, Na2SO4, Ca2SO4 that are formed by the volatiles. This is also known as the cyclic phenomena, and the amounts of volatiles and especially sulfur, contained in the fuels have a direct effect on these phenomena (Pipilikaki et al., 2005).
Chlorine content is one of the key concerns with waste derived fuels, since it may cause corrosion in the system due to vaporization and condensation of alkali chlorides (Reza et al., 2013). As well as, dioxins have potential to form if chlorine is present in the input fuel or raw materials. Formation can be repressed, however, by the high temperatures and long residence times that are standard in cement kilns (Karstensen, 2008).
Take to account the problems mentioned the industries GTZ and Holcim Group Support Ltd provide a summary of the key considerations for co-incineration project (Murray and Price, 2011).
Waste hierarchy of
co-processing:
·
Waste should be used in cement kilns if there are not
more ecologically and economically better ways of recovery.
· Co-processing
should be considered an integrated part of waste management.
·
Co-processing should be according with international
environmental agreements.
Additional emissions and
negative impacts on human health must be avoided:
· Negative effects
of pollution must be prevented.
·
Air emissions from cement kilns that burns alternative
fuels cannot be statistically higher than those of cement kilns burning
traditional fuels.
The quality of the cement
must remain unchanged:
·
The product must not be used as a sink for heavy
metals.
Companies
that co-process must be qualified
·
Have good environmental and safety compliance records.
Implementation of
co-processing must consider national circumstances
·
Country specific requirements must reflect in regulations.
With the considerations the wastes usually co-processed in cement industry are (Lamas et al., 2013):
·
Used oil, including lubricant
·
Soil contaminated with oil (fuel or lubricant), oily
waste (rags, wood chips, sawdust, vegetation impregnated with oil and water,
paper towel with oil)
·
Solid waste compounds of non-toxic metal
·
Slag molten of aluminum, iron, steel, and zinc
·
Waste of non-metallic minerals
·
Waste of paper, cardboard, polymerized plastic and
textile materials
·
Waste of acid washing of benzene, originating from
distillation of coal tar coke
·
Wastes from incineration or thermal treatment of
contaminated soil
·
Dirt solvents, asphalt emulsion (in solvent), mix
resin with solvent.
The Table 4 summarizes the percentage of different wastes which are currently being used as waste fuel by a cement industry in year 2011.
One waste fuel used for many cement industries is the
used tire, especially since the accumulation of used tires is an environmental
liability, since the improper disposal of used tires can turn them into sources
of environmental and public health problems (Caponero et al., 2003). In
But the use of tire as a fuel is limited to a maximum of 30% for both domestic and international cement industry due to the presence of heavy metals in their composition, mainly zinc. This has the effect of lowering the initial resistance, but ensures higher final strength of the cement. In study realized by (Pipilikaki et al., 2005) the total tire used as fuel was 6%, it was concluded that no apparent problems occurred from the use of this waste fuel in the clinker burning.
The waste solvent and spent oil from different industries generally have high calorific value and those can be used in cement kiln. Vos et al. (2007) concluded that the maximum and minimum calorific values of solvent and spent oil were 29 MJ/kg and 36 MJ/kg respectively. Solvent and waste oil contain less minerals compared to petroleum cokes and coal hence a little additional raw meal is need to ensure the quality of the cement. On the other side Vos et al. (2007) reported that CO2 emission was reduced while solvents and paint sludge were applied as waste fuel. Seyler et al. (2005) showed a reduction in heavy metal emissions when waste solvents were mixed with fossil fuel.
The plastic solid waste is the global environmental problem, Siddique et al. (2008) reported that approximately 8% of plastic solid waste is incinerated and 7% is recycled leaving the 85% remainder to be landfilled. The application of plastic solid waste as fuel was studied by Swart (2007) through two scenarios. The baseline burn consisted of only coal, whereas the trial burn consisted of a blend of coal, plastics and waste tires. The results of the trial were that concrete compressive strengths increased slightly, CO emissions were reduced, and NOx, SO2 and VOC were increased compared to the coal only burn.
Table 4 – Percentage of different type of
wastes used as fuel (Rahman et al., 2013).
|
Waste type (%) |
Holcim Group |
|
Waste oil |
5 |
|
Solvent |
11 |
|
Tires |
10 |
|
Impregnated sawdust |
6 |
|
Plastic |
9 |
|
Agricultural waste |
9 |
|
Wood chip |
15 |
|
Sewage sludge |
2 |
The application of biomass fuels in cement
industries had increased, especially since biomass fuels have lower
concentrations of nitrogen and sulfur, oxides produced during the combustion
process are significantly less than emissions produced by fossil fuels. The use
of biomass in cement manufacturing is less common in industrialized countries
and appears to be concentrated in more rural developing regions such as
Typical biomass fuels include wood, rice hulls, coffee grounds, others. One biomass waste important is the woodchips which are solid fuels made from woody biomass and are a byproduct of the timber industry. Woodchips are typically made from waste wood, sapling and logging operations (Thompson, 2012).
Other biomass fuel is the switchgrass, it is a
warm-season grass and is one of the dominant species of the central North
American tall prairie grass. In the
The substitution rate of biomass for fossil fuel is quite feasible to 20% in cement kiln. Biomass is highly variable which makes flame stability and temperature control in the kiln difficult when it is used in higher proportions (Demirbas, 2003).
IV. EFFECTS OF WASTE FUELS
The burning behavior of most waste fuels differs significantly from the behavior of fossil fuels due to higher particle sizes, material densities and transport characteristics. This can change the temperature profile of the kiln including the sintering temperature, the length of the sintering zone and the cooling conditions.
All of these changes can affect different clinker characteristics like the burning grade of the clinker, the porosity of the granules, the crystal size of the clinker phases or their reactivity.
The amount and composition of the ashes introduced by waste fuel has unusual components into the kiln, as example is phosphorous. Phosphorous oxide (P2O5) is mainly incorporated in crystals of a solid solution of belite (C2S) and C3P (Ca3P2O8). Belite with a certain amount of C3P-component does not react with free lime at sintering conditions in the kiln, causing clusters of belite and free lime (Schneider et al., 2011).
Kolovos et al. (2005) analyzed to introduce ZnO and CuO in a Portland cement raw mix and to study their effect on cement hydration and properties. The results show that the addition of 1.0 wt % CuO and ZnO in the cement raw mix exerts a slight retarding effect on the hydration process, especially at the early ages. This addition favored the cement strength development and does not affect the physical properties of the cements.
Trezza and Scian (2005) evaluates the physicochemical characteristics of the clinkers obtained after incorporating three different wastes in different proportions: two of them with energetic capacity—trade marked waste fuel and waste carbon of petroleum—and the third that would be confined—pyrolitic carbon. The results show a greater crystallinity of the principal clinker phases and cause the greater energy requirement of the milling. The better crystallized C3S presence determines the better values of compression strength at early ages.
V. MINERALIZER
Mineralizers are inorganic compounds which accelerate the reactions
of process in solid phase, liquid phase and solid-liquid interface. Many
researches had studied the effect of different mineralizer on the decrease of
burning temperature of
Examples of mineralizers studied are the pair CaF2 and CaSO4. The CaF2 acts in the consecutive reactions of the clinkering process, reducing the CaCO3 thermal decomposition temperature, altering the phases in thermodynamic equilibrium, varying the properties and temperature of melt formation (Johansen and Christensen, 1979)
The CaSO4 reduces melt viscosity and consequently increases ion mobility. When the CaSO4 increases in the raw mix a decrease on alite rate formation is observed. This decrease can be attributed to the decrease in the driving force for this reaction as well as to the effect of CaSO4 on the C2S stability range, which widens at the expense of the C3S stability range (Johansen and Christensen, 1979).
The CaSO4 and CaF2 can in turn be used to partially replace the traditional fluxes Al2O3 and Fe2O3 to produce clinker with low aluminate contents at temperatures between 1300 and 1400ºC.
The use of this mineralizing pair was studied in Blanco-Varela et al. (1995) that modeled the burnability of white cement raw mixes made using CaF2 and CaSO4 as fluxes/mineralizers. The main conclusions of this work were:
·
The factor affecting the final free CaO in the clinker
to the greatest extent is limestone particle size in the raw mix, followed by
fluorite and gypsum content.
·
The good reactivity and burnability of mineralizers
have been confirmed, because the raw material was perfectly clinkered at low
temperatures of 1350ºC, this is about 200ºC less than the clinkering temperatures
of traditional white cement raw mixes.
Table 5 – Composition of mineralizers in raw
mixes (Raina and Janakiraman, 1998)
|
Raw mix |
CaF2/ CaSO4
(%) |
|
RM-1 |
- |
|
RM-2 |
0.5 |
|
RM-3 |
1.00 |
|
RM-4 |
1.00* |
|
RM-5 |
0.5 +1.0* |
|
RM-6 |
1.0 +1.0* |
* as SO3
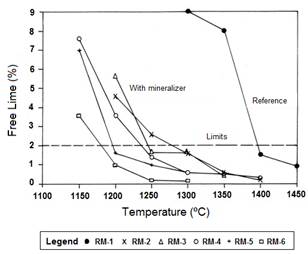
Figure 2 – Free lime at different temperatures for raw
mix (Raina and Janakiraman, 1998)
Raina and Janakiraman (1998) also studied the use of CaF2 and CaSO4 in clinker production with main to promote the clinker formation at lower temperature.
The work used raw material from VSK (Vertical shaft kiln) cement plant for preparing raw mixes. Natural gypsum (CaSO4) and fluorspar (CaF2) were used.
The composition of mineralizers in raw mixes is present in Table 5. The results can be observed in Fig 2.
The changes of burning temperature of
·
The decomposition of CaCO3 occurs above
1000ºC; this process absorbs a large amount of heat. The presence of SO3
and F- speeds up CaCO3 decomposition at a lower temperature, thus
reducing heat consumption or fuel inputs.
·
The dissolution of C2S and CaO ion
diffusion accelerates C3S formation. The crystal growth of C3S
is also favored by the liquid phase formation at lower temperature. At the same
time SO3 is able to stabilize – C2S, preventing.
Other mineralizer known by cement industries is the
phosphogypsum that is a by-product of the fertilizers
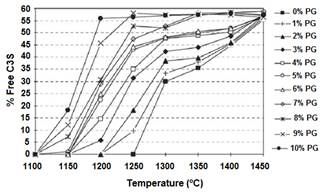
Figure 3 – Phosphogypsum effect on C3S
formation at different temperatures (Kacimi et
al., 2006a).
industry, obtained by etching natural calcium phosphates by sulfuric acid. Kacimi et al. (2006a) analyzed the valorization of phosphogypsum in the cement production, as well as its influence on the burning temperature of clinker and hydraulic properties of cement.
The work observed the variation of the formed alite (C3S) content in the mixtures containing different phosphogypsum versus burning temperature (Fig.(3).
From Fig. 3, it is presented that the increase of phosphogypsum (PG) content in the mixture cause quickly increases of the alite content at burning temperature. This is due to the catalytic effect of the waste, which accelerates the lime combination process and leads to the alite formation at low temperature.
The temperature of alite complete formation, which is clinker formation temperature, decreases versus the phosphogypsum content. Thus, for 10% phosphogypsum, the clinker contains 56% alite at low burning temperature (1200ºC).
The structural and morphological analysis of the clinker, produced under these conditions, showed that this mineralizer preserves, at low burning temperature (1200ºC) the silicate phases crystallinity usually acquired at high temperatures (higher than 1450ºC). The results also appointed that the low amorphous phase amount in this clinker increases its porosity and consequently, facilitates its grinding and improves its specific area. This leads to the improvement of its hydraulic properties.
Taher (2007) also investigated also the effect of
mineralizer phosphogypsum in cement production by mixing Portland cement
clinker and blast furnace slag with thermally treated phosphogypsum at
different temperatures. The characteristics of prepared mortars were
investigated by determination of compressive strength, bulk density and total
porosity. The results show that
Kacimi et al. (2006b) analyzed the influence of alkaline fluorides (CaF2, NaF and KF) on the clinker burning temperature and its properties are described. Three different raw materials were used and were burned with 1% of these fluorides, and physical and mechanical properties of some samples were determined.
The results showed that the addition of fluorides to the clinker induced a decrease in the burning temperature (1300ºC), while improving the clinker phase formation and its hydraulic properties. CaF2 seems to reduce the hydraulic activity; NaF improves the clinker crystallization at low temperature, by supporting massive formation of alite. Thus, the hydraulic activity is increased, and the physical and mechanical properties of the clinker are improved. The KF improves the product resistance; ensure by presence of alite that increases the hydraulic activity due to its disturbed crystalline structure.
Benarchid and Rogez (2005) studied the influence of chromium and phosphorous additions on the phase transformations during the formation of the calcium sulfoaluminate from CaCO3 – Al2O3 – CaSO4 mixtures. The results show that the Cr2O3 and P2O5 additions (0.31 and 0.58 wt% respectively) lower the onset temperature of decarbonation (1075ºC). The optimal measure value of enthalpy was 1594 J/g.
VI. CONCLUSIONS
The valorization of the polluting waste enables to contribute to the improvement of ecological balance and the environmental protection by its recovery and incineration in the production of clinker Portland cement.
The decrease of clinker burning temperature caused with the application of wastes as mineralizers can reduce the pollutants emissions from cement industry due to reduction of fuel consumption.
REFERENCES
Benarchid, M.Y. and J. Rogez, “The effect of Cr2O3 and P2O5 additions on the phase transformations during the formation of calcium sulfoaluminate C4A3S,” Cement and Concrete Research, 35, 2074–2080 (2005).
Bhatty, J.I.,
F.M. Miller and S.H. Kosmatka, “Innovations in Portland cement manufacturing,” Portland Cement Association, Illinois
(2004).
Blanco-Varela, M.T., F. Puertas, T. Vázquez and A. Palomo, “Modelling of the burnability of white cement raw mixes made with CaF2 and CaSO4,” Cement and Concrete Research, 46, 457-464 (1996).
Çamdali, U., A.
Erisen and F. Çelen, “Energy and exergy analyses in a rotary burner with
pre-calcinations in cement production,” Energy
Conversion and Management, 45,
3017–3031 (2004).
Caponero,
J., J.S. Tenorio, J.B. Carlson and Y.A. Levendis, “Toxic emissions from the
burning of waste tires,” Proc. I. Forum
de Universidades Públicas de São Paulo, São Paulo, Brasil (2003).
CEMBUREAU,
European Cement Association, Alternative
fuels in cement manufacture, Printing by Weissenbruch,
Demirbas, A., “Sustainable co-firing of biomass with coal,” Energy Conversion and Management, 44, 1465–1479 (2003).
Giménez-Molina,
S., M.T. Blanco-Varela, M. Tschudin and H. Bolio, “Solid state phases relationship
in the CaO-SiO, Al2O, CaF2-CaSO4 system,” Cement and Concrete Research; 25, 870–882 (1995).
Greco, C., G.
Picciotti, R.B. Greco and G.M. Ferreira,
“Fuel selection and use,” Innovations in
Johansen, V. and N.H. Christensen, “Rate of formation of C3S in the system CaO-SiO2-Al2O3-Fe2O3-MgO with addition of CaF2,” Cem. Concr. Res., 9, l-6 (1979).
Kacimi, L., A. Simon-Masseron, A. Ghomari and Z. Derriche, “Reduction of clinkerization temperature by using phosphogypsum,” Journal of Hazardous Materials, B137, 129–137 (2006a).
Kacimi, L., A. Simon-Masseron, A. Ghomari and Z. Derriche, “Influence of NaF, KF and CaF2 addition on the clinker burning temperature and its properties,” C.R. Chimie, 9, 154–163 (2006b).
Karstensen, K., “Formation, release and control of dioxins in cement kilns,” Chemosphere, 70, 543–560 (2008).
Kolovos K.G.,
Kosmatka, S.H.,
B. Kerkhoff and W.C. Panarese, “Design and control of concrete mixtures,” Portland Cement Association,
Lamas, W.Q., J.C.F. Palau and J.R. Camargo, “Waste materials co-processing in cement industry: Ecological efficiency of waste reuse,” Renewable and Sustainable Energy Reviews, 19, 200–2007 (2013).
Madlool, N.A.,
R. Saidur, M.S. Hossain and N.A. Rahim, “A critical review on energy use and savings
in the cement industries,” Renewable and
Sustainable Energy Reviews, 15,
2042–2060 (2011).
Mehta, P.K., “Modified Portland cements
for saving energy,” Energy and Resources
Conservation in Concrete Technology, U.S. Japan Cooperative Science
Program,
Paula, L.G., Thermoeconomic analysis of the Production
Process of Portland Cement with co-processing of mixed wastes, M.S. Thesis,
Universidade Federal de Itajubá,
Pipilikaki, P., M. Katsioti, D. Papageorgiou, D. Fragoulis and E. Chaniotakis, “Use of tire derived fuel in clinker burning,” Cement & Concrete Composites, 27, 843–847 (2005).
Rahman, A., M.G. Rasul, M.M.K. Khan and
Raina, K. and L.K. Janakiraman, “Use of mineralizer in black meal process for improved clinkerization and conservation of energy,” Cement and Concrete Research, 28, 1093-1099 (1998).
Reza, B., A. Soltani, R. Ruparathna, R. Sadiq and K. Hewage, “Environmental and economic aspects of production and utilization of RDF as alternative fuel in cement plants: A case study of Metro Vancouver,” Waste Management, Resources, Conservation and Recycling, 81, 105– 114 (2013).
Sami, M., K. Annamalai and M. Wooldridge, “Co-firing of coal and biomass fuel blends,” Progress in Energy and Combustion Science, 27, 171–214 (2001).
Samolada, M.C., A.A. Zabaniotou,
“Energetic valorization of SRF in dedicated plants and cement kilns and
guidelines for application in
Schneider, M.,
M. Romer, M. Tschudin and H. Bolio, “Sustainable cement production—present and
future,” Cement and Concrete Research,
41, 642–650 (2011).
Seyler, C., S. Hellweg, M. Monteil and K. Hungerbühler, “Life cycle inventory for use of waste solvent as fuel substitute in the cement industry a multi-input allocation model,” Int. Journal of Life Cycle Assessment, 10, 120–130 (2005).
Siddique, R., J. Khatib and I. Kaur, “Use of recycled plastic in concrete: A review,” Waste Management, 10, 1835–1852 (2008).
Swart, D.W., The utilization of alternative fuels in the production of Portland cement, M.S. Thesis, Auburn University, Alabama (2007).
Taher, M.A., “Influence of thermally
treated phosphor-gypsum on the properties of
Thompson, R.L., The Feasibility of using alternative fuels to produce Portland cement, M.S. Thesis, Auburn University, Alabama (2012).
Trezza, M.A. and A.N. Scian, “Waste fuels: their effect on Portland cement clinker,” Cement and Concrete Research, 35, 438–444 (2005).
Vos, S., J. Görtzen, E. Mulder, T.
Ligthart and W. Hesseling, LCA of thermal
treatment of wastes streams in cement kilns in
Wirthwein, R. and B. Emberger, “Burners for alternative fuels utilization: optimization of kiln firing systems for advanced alternative fuel co-firing,” Cement International, 4, 42–46 (2010).
Worrell, E., L.
Price, N. Martin, C. Hendriks and L.O. Meida, “Carbon dioxide emissions from
the global cement industry,” Annual
Review of Energy and the Environment, 26,
303–329 (2001).
Wzorek, M., “Characterization of the properties of alternative fuels containing sewage sludge,” Fuel Processing Technology, 104, 80–89 (2012).
Received:
September 10,
2013.
Accepted: May 15, 2014.
Recommended
by Subject Editor: Mariano Martin Martin.